Discover high-density air-cooling designs optimized for modern processing units deployed in the evolving enterprise networks of Colombia.




As Latin America’s fourth-largest economy, Colombia is witnessing an unprecedented expansion in data center footprints. Major cities including Bogotá, Medellín, Cali, and Barranquilla are becoming key cloud and edge nodes. The deployment of hyperscale data centers by international providers demands localized cooling adjustments to manage rising power densities.
The Altitude Factor in Thermal Design: Bogotá sits at 2,625 meters above sea level. This high-altitude geography leads to thinner air and reduced atmospheric density. Standard air-cooled server radiators calibrated for sea-level operation experience decreased thermal performance due to the lower volumetric mass flow rate of air. Our engineered server radiators compensate for this atmospheric variance by incorporating high-density aluminum fins, vapor chambers, and enlarged copper contact surfaces to optimize thermal transfer efficiency even in lower air pressure zones.
Furthermore, coastal sites like Barranquilla present high relative humidity and salinity. We address this environment by supplying copper and aluminum thermal components processed with specialized anti-corrosion, hydrophobic coatings, preventing material degradation and ensuring operational reliability.
Meeting the demands of next-generation high-compute processing architectures through structural innovation.
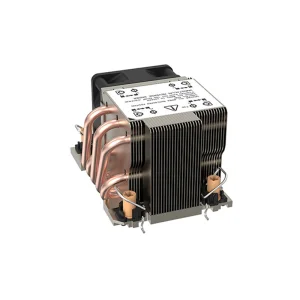
Modern server microprocessors exceed thermal envelopes of 350W to 400W. Standard heatsinks fail to disperse this concentrated heat flux. Our technical roadmap integrates multi-heat-pipe configurations, precision vapor chamber bases, and high-performance micro-fin arrays to maintain junction temperatures below safe operational limits.
For high-density racks exceeding 20kW per cabinet, we supply customized direct-to-chip (D2C) liquid cooling blocks. Featuring high-grade copper channels with precision-welded structures, these water blocks enable high heat transfer rates with zero leakage, prepared for future-proof HPC clusters in Colombia.
By using oxygen-free copper (C1020) and high-thermal-conductivity aluminum alloys (AL6063), our server radiators deliver thermal efficiency that surpasses standard copper-plated alternatives. Our composite heat pipes use advanced sintered powders for optimized capillary flow.
Tailoring hardware heat dissipation to the unique operational environments of Colombian businesses.
In rural and mountainous departments of Colombia, outdoor cellular base stations and edge nodes experience highly variable ambient temperatures. Our low-profile 1U and 2U server radiators are built with high-reliability dual ball-bearing fans and heat pipe technology to run continuously without active cooling maintenance.
Colombia's primary banking clusters require uninterrupted compute uptime. We configure and supply radiators that integrate multi-point sensor tracking capabilities, enabling smart fan monitoring and cooling efficiency management to prevent thermal-induced hardware throttling.
With cloud providers establishing nodes across Bogotá's industrial parks, maximizing rack space and optimizing Power Usage Effectiveness (PUE) is critical. Our radiators feature custom-pitched fins that maximize surface area while minimizing airflow resistance, lowering power requirements for chassis fans.
We leverage advanced automated CNC machining centers, high-pressure cold forging lines, and automated fin-pack assembly systems to produce server thermal solutions of consistent structural integrity. Our advanced manufacturing lines ensure dimensional tolerances are kept under ±0.05mm, guaranteeing uniform thermal pad contact pressure on Intel Xeon and AMD EPYC silicon dies.
Our quality management workflow is ISO 9001:2015 certified, integrating automated inspection steps and optical coordinates measurement to verify structural consistency. Each batch undergoes simulation testing using high-accuracy wind tunnels to confirm thermal resistance values (Rth) under varying pressure differentials.
Through robust logistics and shipping partnerships, we offer flexible shipping solutions to Barranquilla, Cartagena, and Buenaventura ports, keeping lead times stable and predictable.

Xeviora Memory Technology (China) Co., Ltd. is a professional DDR5 memory manufacturer and supplier based in China, specializing in high-performance RAM solutions for gaming, industrial, enterprise, and consumer applications. Established in 2017, the company has rapidly grown into a trusted OEM and ODM partner for global distributors, system integrators, and technology brands.
Our manufacturing facility covers 368 square meters and is equipped with advanced production and testing equipment to ensure stable quality and reliable performance. With an annual export revenue of over USD 18 million, Xeviora serves customers across North America, Europe, Southeast Asia, the Middle East, and South America.
Backed by 8 years of export experience and 12 years of industry expertise, we are committed to delivering innovative memory products that meet international quality standards. Our quality management system includes comprehensive incoming material inspection, in-process quality control, and final product testing. All products undergo automated functional testing, compatibility verification, performance validation, and aging tests before shipment. Our quality assurance team consists of 46 dedicated inspectors who ensure every module meets strict reliability requirements.
As a manufacturer with strong OEM and ODM capabilities, Xeviora works closely with more than 850 supply chain partners worldwide, enabling efficient sourcing, flexible production, and fast delivery. Our primary customers include wholesalers, distributors, e-commerce sellers, system builders, brand owners, and enterprise solution providers.
Innovation is at the core of our business. Supported by an experienced R&&D team of 128 engineers, we continuously invest in new technologies and product development. Last year alone, we successfully launched 86 new memory products covering DDR5 gaming memory, industrial-grade memory modules, server memory solutions, and customized storage products.
We offer flexible customization services, including private labeling, logo printing, packaging design, specification customization, firmware optimization, and complete OEM/ODM development. Whether customers require standard memory modules or fully customized solutions, our team is dedicated to providing reliable products, competitive pricing, and professional technical support.
At Xeviora, our mission is to empower global customers with advanced memory technology, dependable manufacturing, and long-term business partnerships built on quality, innovation, and trust.



Importing enterprise-grade computing and cooling components into Colombia requires navigating local customs rules (DIAN). Our team ensures full documentation compliance, providing accurate HS codes, Certificate of Origin paperwork, and technical specification data sheets required by local import offices.
Regulatory Conformity: Our radiators comply with CE, FCC, and RoHS standards. If additional testing is requested for local certifications, our laboratory provides technical reports covering thermal performance, materials composition, and electromagnetic compatibility for active cooler components.
Custom Logistics & Logistics Safety: To prevent moisture damage during sea transit through tropical routes to South America, all export shipments are enclosed in sealed anti-static vapor barrier packaging with active desiccants. This keeps components dry and ready for immediate deployment in data center racks.
Explore our complete range of specialized cooling components, suitable for custom rack assemblies, high-capacity databases, and industrial compute nodes.









Technical questions and answers about server cooling systems and importing into the Colombian market.
Get in touch with our technical sales team for customized design specifications, bulk price quotes, and importing support tailored for the Colombian market.
Send Inquiry Now