High-performance processing modules, smart controller boards, and memory configurations designed to operate in high-precision sterilization tracking platforms.


Peru's commercial sectors are experiencing an unprecedented transformation. Driven by stringent regulations from the Peruvian Ministry of the Environment (MINAM) and the General Directorate of Environmental Health and Food Safety (DIGESA), businesses are transitioning away from chemical-intensive sanitization methods. The introduction of high-power UVC LED Modules has provided a sustainable, mercury-free alternative, perfectly suited for the region's geographical challenges.
From the arid coastal agro-export hubs of Ica and Piura to the high-altitude mining operations in the Andes, the need for clean water and sterilized environments is critical. Our UVC LED modules operate within the germicidal wavelengths of 265nm to 275nm, which are highly absorbed by the DNA and RNA of pathogens like Escherichia coli and Vibrio cholerae. This high-energy photon exposure alters the molecular structure of the microorganisms, preventing replication and ensuring a rapid log-reduction in pathogen presence without altering the taste, odor, or chemical composition of the sterilized media.
To optimize performance under local conditions, we customize our UVC LED arrays to target specific Peruvian environmental and commercial configurations:
Lima's municipal water systems are supplemented by deep-well extraction, and mining operations in the Andes must provide safe potable water to hundreds of workers. Our high-flux UVC modules integrate directly into local flow-through reactors to eliminate chlorine-resistant pathogens like Giardia and Cryptosporidium.
Peru's exportation of fresh blueberries, asparagus, and grapes requires strict compliance with US FDA and European EFSA food safety standards. Surface disinfection lines equipped with our custom UVC arrays sanitize conveyor belts and raw products, preventing mold growth and extending shelf life.
Within healthcare facilities across Lima and Arequipa, reducing hospital-acquired infections (HAIs) is a primary target. Wall-mounted upper-room air disinfection devices and rapid surface sterilizers utilize our narrow-wavelength modules to maintain pathogen-free surgical units.
Exporters supplying high-power components to Peru must address local import regulations, including safety certificates under INDECOPI. In partnership with our local distribution networks, we ensure all shipments contain comprehensive documentation: RoHS compliance certifications to verify lead-free manufacturing, CE conformity, and test logs from our state-of-the-art testing facility. By addressing these compliance frameworks at the manufacturing level, we facilitate trouble-free customs clearance at the Port of Callao.
As a leading supplier based in China, we leverage a highly mature local supply chain to deliver high-quality, cost-effective semiconductor assemblies. Our robust packaging technologies protect delicate LED chips from moisture and thermal stress—both common issues in humid coastal towns like Callao and high-altitude mining regions where ambient temperatures shift drastically.
Our collaborative infrastructure permits flexible OEM/ODM runs. With a dedicated network of 850 partners, we quickly source top-tier materials like high-purity quartz lenses and aluminum nitride substrates to ensure maximum UVC output. All components undergo a battery of aging, stress, and wavelength stabilization processes before shipment.
From advanced cooling options for high-power emitters to reliable memory configurations that support industrial water telemetry systems.





Xeviora Memory Technology (China) Co., Ltd. is a professional manufacturer and supplier based in China, specializing in high-performance RAM solutions, advanced semiconductor components, and driver controller boards. Established in 2017, the company has rapidly grown into a trusted OEM and ODM partner for global distributors, system integrators, and technology brands looking to source high-quality components for complex applications.
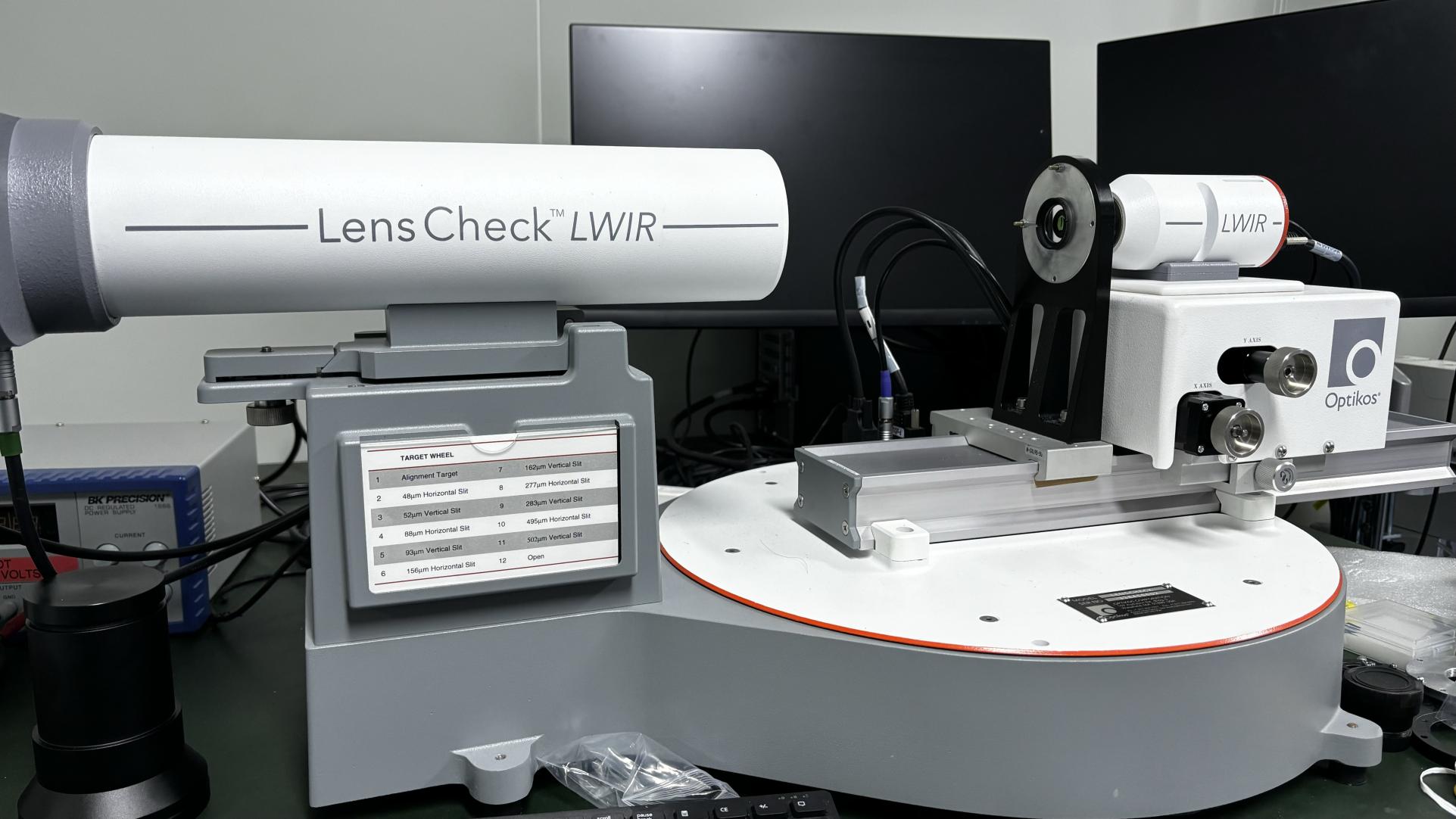
Our manufacturing facility is equipped with advanced production and testing equipment to ensure stable quality and reliable performance. With an annual export revenue of over USD 18 million, Xeviora serves customers across North America, Europe, Southeast Asia, the Middle East, and South America, with specialized services tailored to Peru's expanding tech sectors.
Backed by 8 years of export experience and 12 years of industry expertise, we are committed to delivering innovative products that meet international quality standards. Our quality management system includes comprehensive incoming material inspection, in-process quality control, and final product testing. All products undergo automated functional testing, compatibility verification, performance validation, and aging tests before shipment. Our quality assurance team consists of 46 dedicated inspectors who ensure every module meets strict reliability requirements.
Innovation is at the core of our business. Supported by an experienced R&D team of 128 engineers, we continuously invest in new technologies and product development. Last year alone, we successfully launched 86 new memory and electronics products covering high-speed memory modules, server computing components, industrial board solutions, and custom driver designs.




Essential insights for engineers and procurement managers deploying disinfection and electronics modules in Peru.