Industrial grade PCBAs, thermal systems, and memory configurations engineered for high reliability.
 China PCB Manufacturing PCBA Prototype Cheap Price LED Chip Bulb SMD Light Beads Circuit PCB
Get Inquiry Now
China PCB Manufacturing PCBA Prototype Cheap Price LED Chip Bulb SMD Light Beads Circuit PCB
Get Inquiry Now
 LGA4677 CS ARM 2U C87 CPU Cooler with 4-pin PWM Fan for LGA 4677 Server Processor Chassis 116mm * 80mm * 67mm
Get Inquiry Now
LGA4677 CS ARM 2U C87 CPU Cooler with 4-pin PWM Fan for LGA 4677 Server Processor Chassis 116mm * 80mm * 67mm
Get Inquiry Now
 Original Factory High Sensitivity Electronic Circuit Board Pcb Assembly For Gold Metal Detector
Get Inquiry Now
Original Factory High Sensitivity Electronic Circuit Board Pcb Assembly For Gold Metal Detector
Get Inquiry Now
 Processor Memory RAM DDR4 4GB 8GB 16GB 32GB Memory Module Compatible RAM 1600MHz 2666mHz 2400MHz 3200MHz
Get Inquiry Now
Processor Memory RAM DDR4 4GB 8GB 16GB 32GB Memory Module Compatible RAM 1600MHz 2666mHz 2400MHz 3200MHz
Get Inquiry Now
 RAM DDR4 16GB 3200MHz Notebook Memory Module Compatible with RAM 1600MHz 2666mHz 2400MHz 3200MHz
Get Inquiry Now
RAM DDR4 16GB 3200MHz Notebook Memory Module Compatible with RAM 1600MHz 2666mHz 2400MHz 3200MHz
Get Inquiry Now
The global industrial footprint of embedded hardware is evolving rapidly. From edge-computing processing units in smart factories to high-speed memory modules operating in extreme environmental conditions, the baseline demand for high-reliability systems is higher than ever. To operate efficiently in fields such as telecommunications, medical technology, high-volume sensor logic arrays, and transportation systems, hardware must be optimized at the board level. The convergence of computational speed (DDR4/DDR5 interfaces) and high thermal capacity defines the operational efficiency of modern embedded setups.
In this dynamic market, Xeviora Memory Technology (China) Co., Ltd. stands as a premier manufacturer and supplier specializing in high-performance hardware, PCB layouts, and enterprise-level memory architectures. Established in 2017, the company has rapidly grown into a trusted OEM and ODM partner for global distributors, system integrators, and technology brands. With 8 years of export experience and 12 years of core industry expertise, we bridge the gap between high-volume production efficiency and meticulous engineering customization.
Modern embedded hardware demands robust electrical layout designs, premium raw materials, and thermal solutions that guarantee continuous operations.
Designed for multi-core processors running real-time analytics. High-sensitivity PCB assemblies ensure that system latency is kept to a minimum while maintaining low power consumption.
Substrates built on high-frequency Taconic components (such as TLY-5 0.254mm) operate seamlessly under continuous temperature changes and high mechanical vibration levels.
Active and passive server CPU coolers (e.g. LGA4677, SP5, AM5, LGA115X) manage the thermal dynamic profiles of high-density chassis layouts, preventing thermal throttling.
At the center of high-performance embedded systems is the management of signaling and heat dissipation. A high-frequency PCB substrate must maintain low dielectric loss (Df) and a stable dielectric constant (Dk). Taconic materials, such as Taconic TLY-5, offer dimensional stability and chemical resistance suited for aerospace, automotive radar, and cellular base stations.
Furthermore, managing high-wattage computing components, like LGA4677 server processors, requires robust active and passive CPU coolers. By combining high-density copper heat pipes, aluminum radiator fins, and precise PWM control, thermal configurations can dissipate over 110W to 200W of TDP in standard 1U and 2U rack mount enclosures. Proper thermal design increases system lifetimes and maintains consistent throughput for critical enterprise environments.
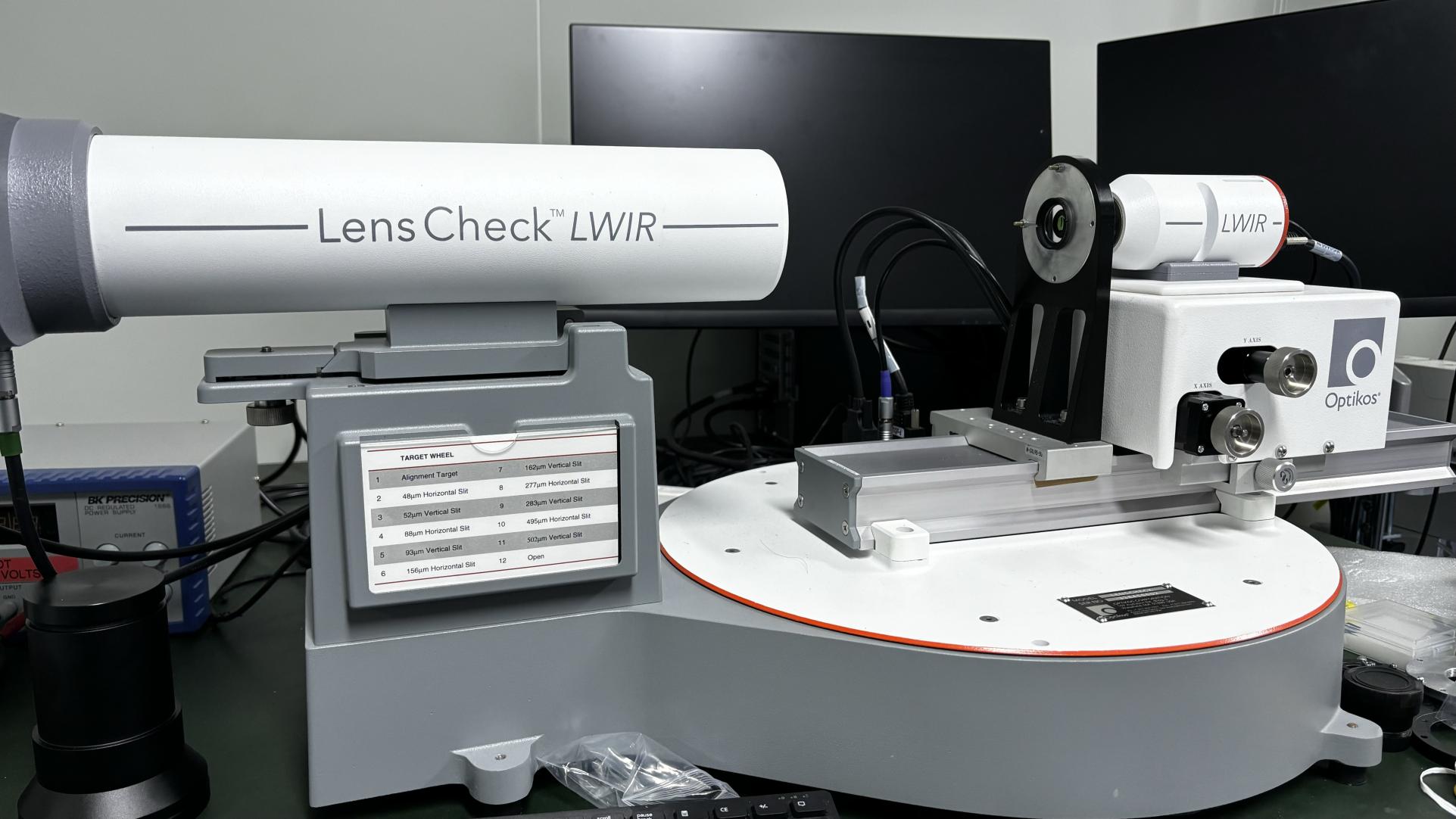
Operating a high-end hardware production line requires rigorous quality control procedures. Our manufacturing facility covers 368 square meters of specialized production and clean testing environments. Outfitted with high-speed SMT assembly lines, automated optical inspections (AOI), and multi-zone reflow ovens, we maintain fine pitch component placement with extreme accuracy.
Our quality management workflow ensures stable performance through three main stages:
Led by an experienced engineering team of 128 R&D specialists, Xeviora continuously designs and tests customized firmware configurations, custom board layers, and complex cooling systems. Last year alone, we brought 86 new memory and hardware products to the global market, highlighting our focus on technical innovation and design flexibility.
Our strategic vision ensures that our systems are compatible with future architectural changes in enterprise and industrial computing.
Transitioning from DDR4 architecture to high-density DDR5 memory modules (4800MHz to 5600MHz). Incorporating on-die ECC (Error Correction Code) to reduce soft errors and optimize overall system uptime in mission-critical applications.
Designing high-capacity copper vapor chamber coolers and liquid-to-air heat exchangers for AMD SP5 and Intel LGA4677 environments. Developing thin 1U configurations that maximize heat dissipation surface area.
Integrating lead-free, halogen-free, and high-Tg (glass transition temperature) multi-layer substrates. Meeting environmental standards while offering stable impedance for high-speed signal pathways.
Shipping custom hardware across international borders requires strict compliance with global standards. Xeviora products are certified to meet international regulatory frameworks, including FCC, CE, RoHS, and REACH. This ensures hassle-free entry into major markets across North America, Europe, Southeast Asia, the Middle East, and South America.
Working closely with more than 850 supply chain partners, we secure high-quality chipsets, raw materials, and processing components even during global supply shortages. Our logistical framework supports multiple shipping methods, offering flexible incoterms (FOB, EXW, CIF) and customized packaging solutions. This allows us to protect sensitive electronic assemblies and deliver them promptly to wholesalers, distributors, and system builders worldwide.
Addressing the key specifications, compliance parameters, and manufacturing capabilities of our embedded hardware ecosystem.
Taconic TLY-5 features a low dielectric constant (Dk of 2.20) and a dissipation factor (Df of 0.0009), making it highly effective for microwave, RF, and radar applications. Its dimensional stability prevents signal skew and keeps attenuation low across a wide temperature range, which is critical for high-speed communication hardware.
Server memory modules (like ECC RAM) feature specialized Error-Correcting Code hardware that detects and corrects single-bit memory errors on the fly. This prevents data corruption and system crashes. Additionally, server memory undergoes more rigorous thermal cycling and reliability testing to ensure stable, 24/7 continuous operation.
For high-density CPU sockets like LGA4677 and SP5, keeping the thermal resistance low between the silicon die and the radiator is essential. Our designs feature flat copper bases, multiple high-conductivity heat pipes, and high-RPM PWM-controlled fans to handle high TDP limits while maintaining standard form factors.
We provide full customization services, including multi-layer PCB design, board-level material selection (FR4, Aluminum, Taconic), custom component population (SMD/THT), private labeling, custom BIOS/firmware development, packaging design, and targeted validation testing.
Every memory module undergoes automated motherboard compatibility testing across a wide range of chipsets (Intel and AMD). We also perform environmental stress testing, high-temperature thermal burn-in, and signal-integrity verification to ensure performance under extreme operating conditions.
Browse our selection of laptop modules, enterprise server memory, and industrial cooling solutions.
 Wholesale DDR4 4GB 8GB Notebook Memory Module RAM DDR4 Compatible with 1600MHz 2666mHz 2400MHz 3200MHz
Get Inquiry Now
Wholesale DDR4 4GB 8GB Notebook Memory Module RAM DDR4 Compatible with 1600MHz 2666mHz 2400MHz 3200MHz
Get Inquiry Now
 Heat sink LGA115X-1U3E 110W square motherboard copper heat sink 1150 1151 1155 1156 1200 server CPU fan heat sink
Get Inquiry Now
Heat sink LGA115X-1U3E 110W square motherboard copper heat sink 1150 1151 1155 1156 1200 server CPU fan heat sink
Get Inquiry Now
A tour through our SMT assembly zones, testing floor, and inventory control warehouses.




Our mission at Xeviora is to deliver advanced memory technology, dependable manufacturing, and long-term business partnerships built on quality, innovation, and trust. By managing both components and core board designs in-house, we provide our global customers with a resilient hardware foundation for their industrial and enterprise systems.