Engineered to support industrial-grade compute pipelines, offering thermal stability and data-handling reliability for modern automation controllers.





Analyzing the pivotal role of high-speed memory, robust thermal design, and custom PCB engineering in powering Industry 4.0 automation systems.
As manufacturing environments transition towards digital transformation, the architectural demands placed on Industrial Automation Controllers have scaled exponentially. The modern Programmable Logic Controller (PLC), Distributed Control System (DCS), and Edge Automation Gateway are no longer merely processing simple, sequential I/O logic. Instead, they are executing real-time determinism, machine-vision algorithms, complex motion profiling, and continuous sensor telemetry preprocessing. These advanced computing operations necessitate an underlying hardware infrastructure characterized by ultra-fast data transfer rates, high thermal tolerance, and absolute electrical reliability.
In automation controllers, high-speed RAM functions as the primary workspace for runtime execution of real-time operating systems (RTOS) and communication stack handling. When controllers interface with multiple fieldbuses (e.g., EtherCAT, PROFINET, Modbus TCP) simultaneously, any memory bottleneck can result in latency spikes, jitter, or frame loss, compromising the determinism of the industrial system. Implementing optimized DDR4 and DDR5 memory modules ensures that CPU and ARM cores can access process variable tables and run predictive maintenance scripts without hardware queuing delays.
Furthermore, industrial controllers operating at the machine level are constantly exposed to mechanical vibrations, electrical noise (EMI), and potential supply voltage fluctuations. System stability under these harsh parameters requires advanced Error-Correcting Code (ECC) memory modules. ECC RAM identifies and auto-corrects single-bit data corruption caused by electromagnetic disturbances, preventing system crashes and catastrophic production downtime. By deploying enterprise-class DDR4/DDR5 memories, OEMs can guarantee maximum Mean Time Between Failures (MTBF) for their processing nodes.
Delivering high bandwidth up to 6000MHz to facilitate machine vision logic, localized industrial database storage, and high-frequency edge analytics without data bottlenecks.
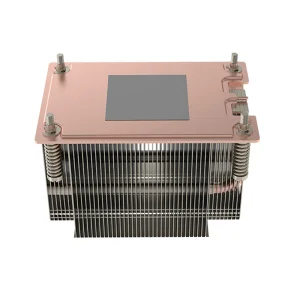
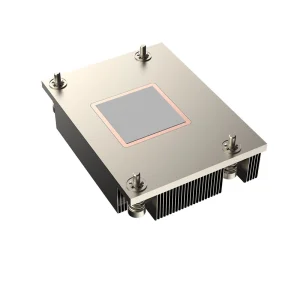
Advanced passive VC (Vapor Chamber) and liquid cooling blocks tailored for 1U/2U server chassis hosting central automation software inside control cabinets.
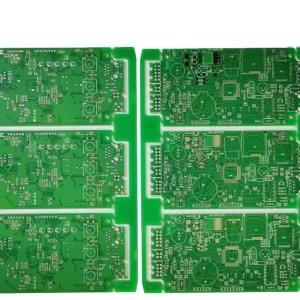
Multi-layer, high-density interconnector (HDI) printed circuit board design, utilizing lead-free surface finish processes to withstand extreme vibration and thermal cycles.
Automation controllers are typically housed inside sealed NEMA or IP-rated electrical enclosures to shield components from dust, humidity, and chemical contaminants. However, this configuration limits natural convection, causing ambient air temperatures inside the cabinet to rise rapidly. High-performance processors, running at peak performance, face immediate thermal throttling risks. Efficient thermal management using copper-based vapor chambers, heat pipes, and structured air-cooled or liquid-cooled radiators is vital to dissipate the heat away from the silicon core before thermal fatigue sets in.
Passive copper and aluminum heat sinks, specifically designed for server chassis and compact industrial PC systems (e.g., LGA4677, AM5, LGA1700), play a crucial role here. These solutions leverage copper baseplates to absorb localized thermal energy rapidly, distributing it through high-efficiency heat pipes to aluminum fins. In specialized systems, integrating low-profile water blocks allows automation controller networks to utilize centralized plant water loops, entirely eliminating cooling fans, reducing acoustic footprint, and eliminating moving parts that are prone to mechanical failure.
Combining end-to-end supply chain integration, rigorous component screening, and state-of-the-art testing infrastructure.
Sourcing hardware components for automation controllers from specialized Chinese factories provides distinct advantages across cost, scalability, and engineering responsiveness. The modern Chinese industrial hub features a complete ecosystem where raw material suppliers (silicon, copper, fiberglass FR4), surface mount technology (SMT) lines, structural metal fabricators, and compliance laboratories reside in close geographical proximity. This concentration of resources minimizes lead times for custom product design changes, moving from prototyping to bulk production within accelerated timelines.
Furthermore, Chinese electronics factories have adopted extensive automated testing methods. SMT assembly lines are equipped with Automated Optical Inspection (AOI), X-ray solder verification, and real-time in-circuit testing (ICT). By integrating testing systems into the assembly lines, manufacturers ensure that every memory module, cooling block, and custom controller board leaves the factory with proven functionality, minimizing field failures when integrated into automated factory lines.
A trusted industrial OEM/ODM partner delivering specialized high-performance memory modules and hardware cooling systems.
Xeviora Memory Technology (China) Co., Ltd. is a professional DDR5 memory manufacturer and supplier based in China, specializing in high-performance RAM solutions for gaming, industrial, enterprise, and consumer applications. Established in 2017, the company has rapidly grown into a trusted OEM and ODM partner for global distributors, system integrators, and technology brands.
Our manufacturing facility covers 368 square meters and is equipped with advanced production and testing equipment to ensure stable quality and reliable performance. With an annual export revenue of over USD 18 million, Xeviora serves customers across North America, Europe, Southeast Asia, the Middle East, and South America.
Backed by 8 years of export experience and 12 years of industry expertise, we are committed to delivering innovative memory products that meet international quality standards. Our quality management system includes comprehensive incoming material inspection, in-process quality control, and final product testing. All products undergo automated functional testing, compatibility verification, performance validation, and aging tests before shipment. Our quality assurance team consists of 46 dedicated inspectors who ensure every module meets strict reliability requirements.
As a manufacturer with strong OEM and ODM capabilities, Xeviora works closely with more than 850 supply chain partners worldwide, enabling efficient sourcing, flexible production, and fast delivery. Our primary customers include wholesalers, distributors, e-commerce sellers, system builders, brand owners, and enterprise solution providers.
Innovation is at the core of our business. Supported by an experienced R&D team of 128 engineers, we continuously invest in new technologies and product development. Last year alone, we successfully launched 86 new memory products covering DDR5 gaming memory, industrial-grade memory modules, server memory solutions, and customized storage products.
We offer flexible customization services, including private labeling, logo printing, packaging design, specification customization, firmware optimization, and complete OEM/ODM development. Whether customers require standard memory modules or fully customized solutions, our team is dedicated to providing reliable products, competitive pricing, and professional technical support.
At Xeviora, our mission is to empower global customers with advanced memory technology, dependable manufacturing, and long-term business partnerships built on quality, innovation, and trust.
How cutting-edge industrial systems deploy robust hardware to sustain harsh operational environments.
The integration of artificial intelligence (AI) onto factory floors demands that automation controllers act as local inference nodes. Whether checking product tolerances using optical cameras or monitoring motor vibrations to predict mechanical wear, controllers need to process multiple data streams in real time. Systems must rely on DDR5 RAM running at optimal speeds to feed data to processor cores. Maintaining these calculations requires advanced cooling configurations, including passive vapor-chamber heat pipes, to keep system performance stable.
Factory environments are challenging due to ambient temperatures, vibrations, humidity, and chemical contaminants. To ensure high system reliability, hardware components are built with conformal coatings, rugged structural chassis, and robust heat sinks that eliminate fan failure risks. The thermal dissipation design must allow controllers to function reliably within extended operational temperatures (-40°C to +85°C), preventing thermal damage and ensuring continuous operation in chemical processing or metal casting plants.
Industrial applications vary significantly, requiring tailor-made solutions. System integrators need customized PCB designs, modified BIOS/firmware parameters, custom-molded heat sinks, and branding solutions. Utilizing standard, off-the-shelf equipment often leads to performance or sizing mismatches. Strategic cooperation with factory partners allows for targeted physical and electronic customization, matching the mechanical footprint and electrical parameters of the final installation environment.
Addressing the core technical inquiries of global procurement managers and automation engineers.
Explore the hardware units designed for heavy industrial computing tasks and database environments.





A glimpse into our production capabilities, testing facilities, and assembly processes.