Factory-direct computing modules, high-frequency PCBs, and specialized cooling solutions designed for continuous enterprise-grade operations.





In the current technological paradigm, global enterprise applications demand robust, high-availability hardware architectures. Computing systems are no longer just assemblies of discrete elements; they are high-precision components designed to facilitate rapid information processing, minimal thermal throttling, and absolute data integrity. System designers and system integrators face severe operational challenges, including heat management of dense server environments, impedance matching in high-speed micro-routing, and memory errors in mission-critical applications. Under this framework, procuring components from a CE Certified Engineering Tools Factory becomes a prerequisite to ensure regulatory compliance and operational security.
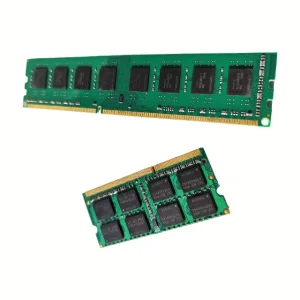
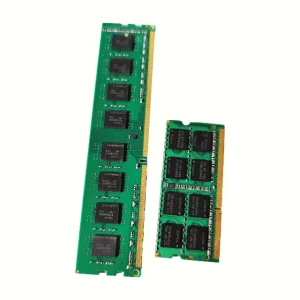
Reliable computing infrastructure relies heavily on three core pillars: Precision Engineering, Thermal Optimization, and High-Speed Signal Integrity. High-performance Random Access Memory (RAM), engineered Multi-Layer Printed Circuit Boards (PCBs), and advanced CPU cooling configurations form the critical foundation of modern compute clusters. As enterprise software shifts toward AI-driven architectures and massive cloud operations, the underlying physical components must undergo stringent design, testing, and validation cycles to guarantee continuous runtime without structural breakdown.
"Modern compute architectures demand robust components designed to prevent data packet loss, control thermal fatigue, and minimize transmission latency. Our manufacturing processes utilize rigorous signal testing and validation to satisfy global standard requirements."
Modern PCBs act as the central nervous system of any computing machine. From FR4 double-sided systems to complex multi-layer configurations, achieving clean high-speed transmission requires strict control over the dielectric constant (Dk) and dissipation factor (Df). High-frequency materials like Taconic TLY-5 are engineered to handle RF signals and high-speed digital lines where insertion loss must be minimized. Engineering these circuits requires advanced automated optical inspection (AOI), precise impedance modeling, and controlled copper thickness to prevent signal degradation across dense layouts.
Exploring how advanced architectural standards in RAM design and thermodynamics drive performance stability.
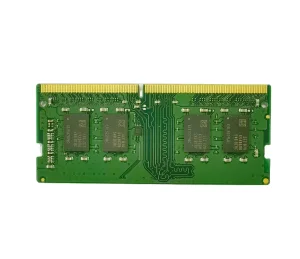
With frequencies reaching up to 6800MHz, DDR5 shifts power management directly to the module (PMIC) to lower power draws while introducing On-Die ECC for real-time single-bit error corrections.
Controlled impedance routing and spacing on high-frequency substrate materials prevent cross-talk and preserve signal amplitude across standard operating margins.
High-performance heatsinks and active copper-pipe structures (such as LGA4926 systems) provide thermal transfer paths to handle processors operating at TDP levels up to 400W.
| Component Group | Technical Characteristics | Standard Performance Range | Compliance & Certifications |
|---|---|---|---|
| DDR5 Enterprise RAM | On-Die ECC, PMIC integration, high-density DRAM chips | 4800MHz - 6800MHz, 1.1V standard operating voltage | CE, RoHS, JEDEC Specifications |
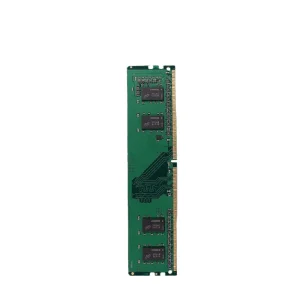
| DDR4 Industrial RAM | Sideband ECC, thermally enhanced heat-spreaders | 2133MHz - 3200MHz, highly stable compatibility profile | CE, FCC, RoHS Compliant |
| High-Frequency PCB | Taconic TLY-5, low dielectric loss, high thermal resistance | Thickness 0.254mm - 1.6mm, controlled impedance (+/-5%) | UL 94V-0, CE Certified production |
| Thermal Coolers | Copper bases, multi-heatpipe architectures, dual-bearing fans | 300W - 400W TDP dissipation capacity | CE, TUV, RoHS validated safety standards |
China remains the absolute center of gravity for global electronics production and assembly. The hardware ecosystems in regions like Shenzhen and Dongguan provide unmatched depth in raw material accessibility, substrate fabrication, and packaging components. This proximity allows Xeviora Memory Technology (China) Co., Ltd. to manage complete hardware production stages without typical transit friction, keeping delivery pipelines secure.
By coordinating closely with over 850 global supply chain partners, Xeviora integrates raw wafer procurement directly with in-house SMT assembly lines. This level of vertical integration means components move immediately from production into active quality inspection, minimizing storage fatigue and oxidation. For international purchasers, this localization cuts production lead times and provides a responsive, adaptive manufacturing workflow.
Securing a CE mark is not a single paperwork step; it represents an ongoing commitment to quality and engineering discipline. For computing systems, CE certification demands strict adherence to Electromagnetic Compatibility (EMC) regulations, Low Voltage Directives (LVD), and Hazardous Materials Restrictions (RoHS). Our specialized engineering facilities run comprehensive testing to ensure no component emits hazardous RF radiation or causes voltage instability during load transitions. Having 46 dedicated inspectors running automated, multi-phase testing loops guarantees that every RAM module, board, and cooler conforms fully to international safety criteria.
How system integrators and engineers deploy certified computing parts across various specialized operating environments.
Demanding low-latency memory response, long-term trace reliability on high-frequency PCBs, and cooling systems capable of managing dense multi-processor racks.
Deploying ECC memory modules to resist environmental electromagnetic noise and temperature fluctuations, ensuring consistent data logging and process control.
Utilizing PTFE and Taconic composite substrate PCBs with tight dielectric tolerances (+/-0.02) to route microwave signals without distortion.
As the compute landscape shifts toward specialized AI processing units and complex optical routing, hardware interfaces are changing rapidly. The industry is transitioning from legacy DDR4 architectures to high-velocity DDR5/DDR6 standards, where signals operate at much lower voltage swing margins but much faster cycle rates. Consequently, modern PCB layouts must integrate advanced microvia drilling and thermal co-design modeling to prevent high-speed signal breakdown. On the cooling side, legacy low-TDP fan setups are being replaced by high-conductivity copper radiators and direct-to-die liquid plates designed to manage rising processing temperatures.
Technical answers about memory engineering, compliance pathways, and international supply logistics.
Review our complete selection of memory modules, specialized PCBs, and high-capacity thermal cooling components.



Inside our integrated production lines, high-speed SMT assembly, and electronic testing cleanrooms.




Xeviora Memory Technology (China) Co., Ltd. is a professional DDR5 memory manufacturer and supplier based in China, specializing in high-performance RAM solutions for gaming, industrial, enterprise, and consumer applications. Established in 2017, the company has rapidly grown into a trusted OEM and ODM partner for global distributors, system integrators, and technology brands.
Our manufacturing facility covers 368 square meters and is equipped with advanced production and testing equipment to ensure stable quality and reliable performance. With an annual export revenue of over USD 18 million, Xeviora serves customers across North America, Europe, Southeast Asia, the Middle East, and South America.
Backed by 8 years of export experience and 12 years of industry expertise, we are committed to delivering innovative memory products that meet international quality standards. Our quality management system includes comprehensive incoming material inspection, in-process quality control, and final product testing. All products undergo automated functional testing, compatibility verification, performance validation, and aging tests before shipment. Our quality assurance team consists of 46 dedicated inspectors who ensure every module meets strict reliability requirements.
As a manufacturer with strong OEM and ODM capabilities, Xeviora works closely with more than 850 supply chain partners worldwide, enabling efficient sourcing, flexible production, and fast delivery. Our primary customers include wholesalers, distributors, e-commerce sellers, system builders, brand owners, and enterprise solution providers.
Innovation is at the core of our business. Supported by an experienced R&D team of 128 engineers, we continuously invest in new technologies and product development. Last year alone, we successfully launched 86 new memory products covering DDR5 gaming memory, industrial-grade memory modules, server memory solutions, and customized storage products.
We offer flexible customization services, including private labeling, logo printing, packaging design, specification customization, firmware optimization, and complete OEM/ODM development. Whether customers require standard memory modules or fully customized solutions, our team is dedicated to providing reliable products, competitive pricing, and professional technical support.
At Xeviora, our mission is to empower global customers with advanced memory technology, dependable manufacturing, and long-term business partnerships built on quality, innovation, and trust.